杭州睿眸智能科技有限公司
核心价值: 零漏判,高效率,守护产品质量生命线。
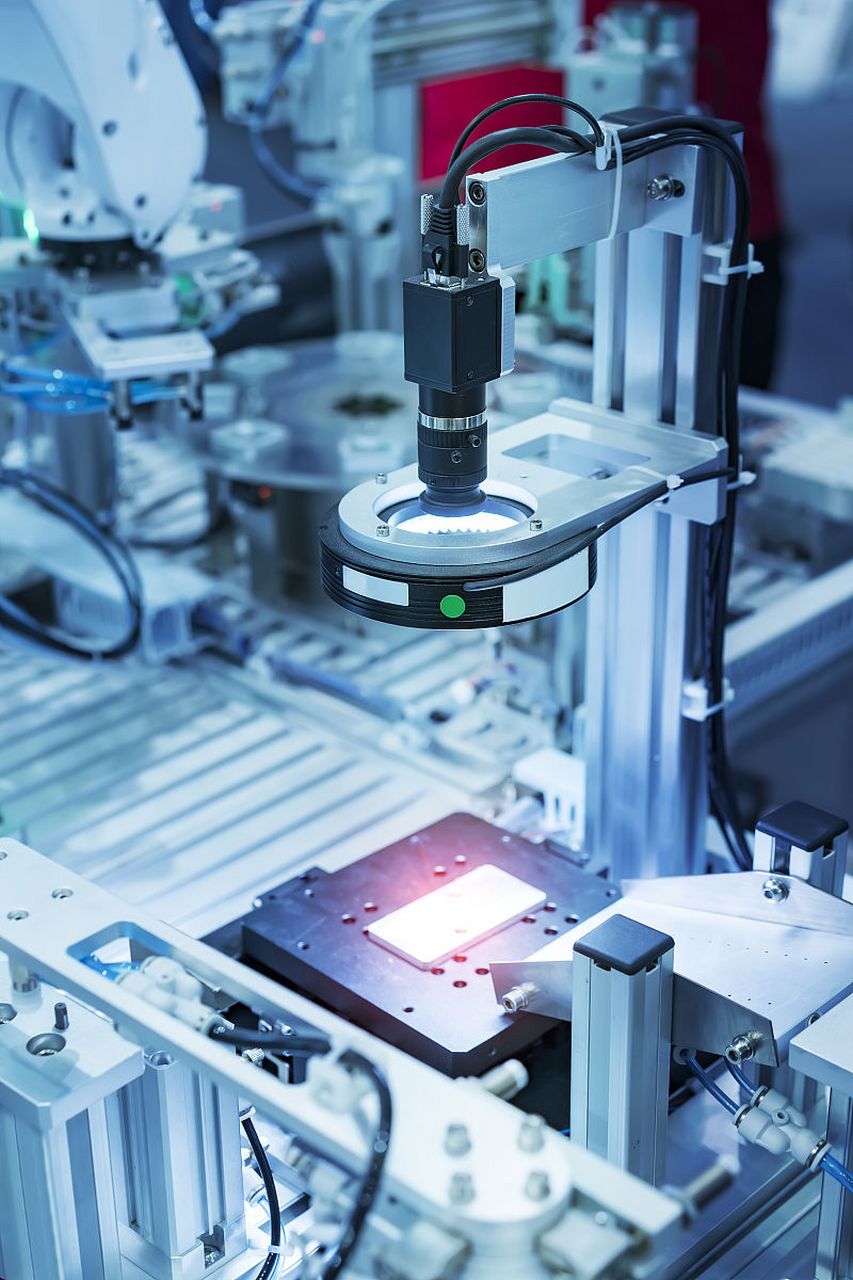
利用高分辨率相机和深度学习算法,自动检测产品表面的划痕、污点、凹陷、毛刺以及装配完整性。告别传统人工质检的疲劳与不稳定性,实现7×24小时不间断的可靠品质控制。
核心价值:快准稳,可追溯,构建数据化基石。
快速、准确地读取与验证产品上的条码、二维码以及字符(OCR),实现生产流程的可追溯性与信息化管理。无论是印刷模糊、位置偏移还是反光材质,我们都能稳定识别。
应用场景:物流包裹分拣与信息录入、汽车零部件序列号追溯、食品包装生产日期读取、仓库物料信息管理。
核心价值: 非接触,高精度,定义制造新标准。
通过视觉系统进行无接触式测量,快速获取工件的关键尺寸,如长度、直径、间距、平面度等。精度可达微米级,远超传统量具,且不会对精密零件造成任何磨损。
核心价值:看得准,抓得稳,实现柔性自动化。
为机械臂提供精确的视觉引导,实时报告目标物体的坐标与角度,使其能够智能地完成抓取、上下料、装配等复杂任务。极大提升了生产线的灵活性与自动化程度。